Integrity Management at Keighley Laboratories
Widely-publicised catastrophic failures of forged materials in deep water applications have called into question the structural integrity of such products and focused industry attention on the need for carefully-managed ‘integrity management’ of key components. Errors in material selection at the design stage, the use of incorrect heat treatment techniques and inconsistent mechanical testing regimes, often involving test pieces not taken from the actual components, can lead to product failures during operation, typically resulting in significant environmental, safety and financial costs.
water applications have called into question the structural integrity of such products and focused industry attention on the need for carefully-managed ‘integrity management’ of key components. Errors in material selection at the design stage, the use of incorrect heat treatment techniques and inconsistent mechanical testing regimes, often involving test pieces not taken from the actual components, can lead to product failures during operation, typically resulting in significant environmental, safety and financial costs.
With suppliers to the oil & gas and marine industries particularly appreciating the need for integrity management of deep sea components to prevent expensive failures or prolonged shutdowns, Keighley Laboratories is experiencing an upturn in demand for first article inspection of pre-production components, to ensure meeting operators’ engineering specifications. It is a preventative measure that the company believes could be adopted more widely, especially with the life expectancy of products extending from ten years to 25 years or more, often in extremely harsh and corrosive environments.
“Product failures bring problems that engineering companies simply don’t need, wasting time, money and damaging their commercial reputations, when customers are inconvenienced,” says Leonard Stott, our Customer Support Manager for the Technical Services division. “More than ever there is a definite requirement for proven product reliability and fitness-for-purpose, as well as a need for consistent mechanical and corrosion properties that can only be achieved by applying the correct processing and heat treatment techniques. Also, product testing procedures need to be accurate, not least the correct positioning and orientation of test sample pieces, to ensure optimum and consistent test values.
“It would be costly for suppliers to set up the necessary in-house procedures to ensure critical mistakes don’t happen, so it is worthwhile sub-contracting the metallurgical testing of components to independent experts like ourselves,” he adds. “We are specialists in the analysis, testing and heat treatment of metals, holding many leading quality accreditations relevant to various industry sectors, and we have the in-depth metallurgical knowledge and experience for the assessment of potential failures and the development of risk mitigation strategies.”
It was the catastrophic failure of a mooring shackle in the Gulf of Mexico and a second incident involving two sockets in another mooring system, which highlighted faults in the original heat treatment process as a likely cause. A subsequent report by the US Department of the Interior’s Minerals Management Service (MMS) concluded that defective heat treatment during component processing resulted in a metal unable to meet Charpy impact test requirements for material toughness and that testing parameters were either not followed or not adequate to ensure specifications were met.
The MMS recommended that operators should revise their specifications to make sure that testing and manufacturing produces a satisfactory product, which will meet future usage demands. It also commented that operators should review their requirements for both destructive and non-destructive testing of critical elements, as well as ensuring that test coupons, or pieces, are properly representative.
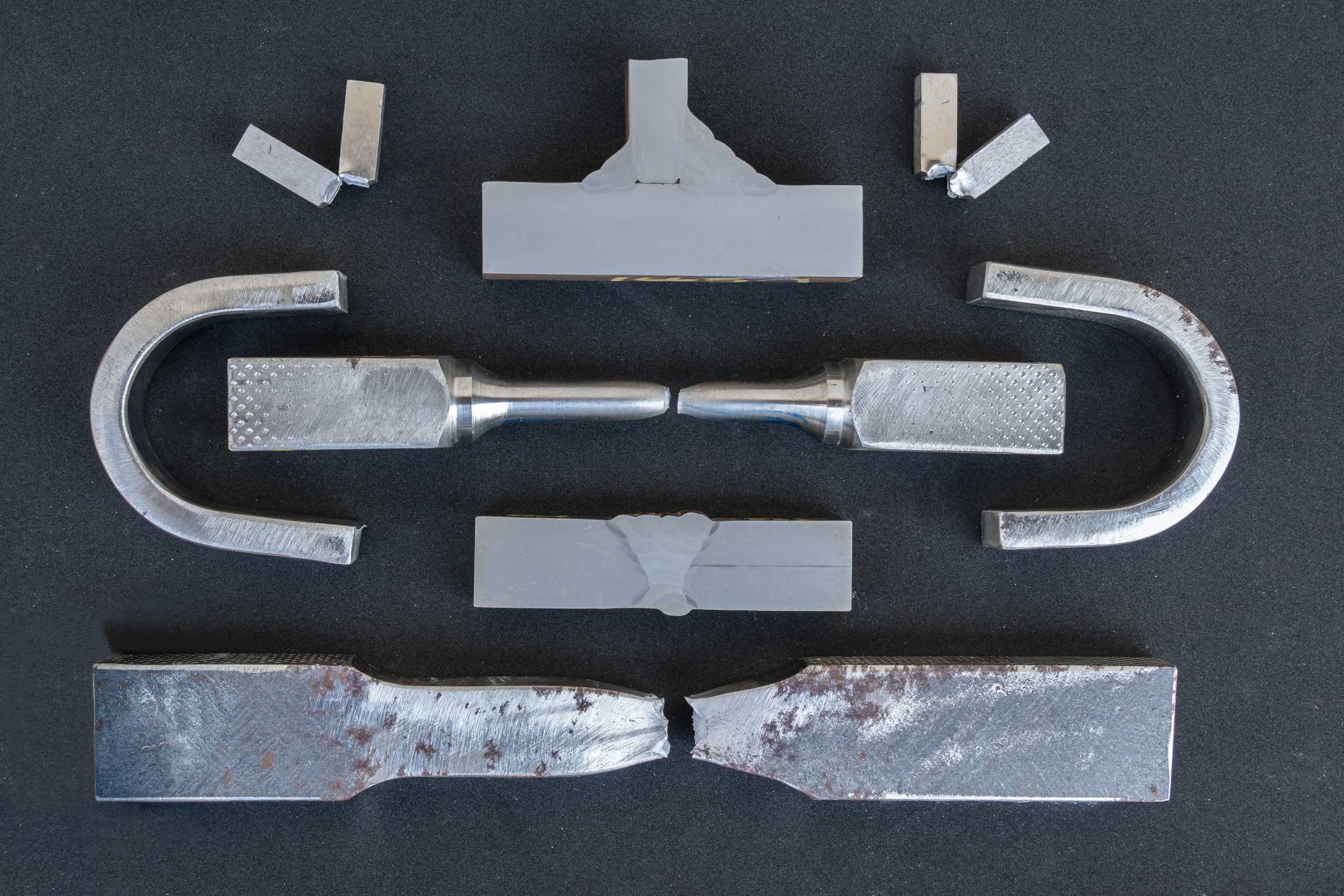
Indeed, it was later found that the test pieces were not samples taken from the actual product and subsequent research indicated the importance of sample positioning in achieving representative and consistent toughness values. Thus, while energy absorption in a longitudinal orientation achieved a satisfactory 70-80 joules, the same test in the transverse direction recorded a disastrously low 4 joules. It was also easier for a smaller test piece of 2” cross-section to pass the impact test, rather than a larger, more representative section.
Through a wealth of metal testing and heat treatment experience, developed over a market history dating back more than 90 years, Keighley Laboratories is perfectly placed to offer independent metallurgical testing, on a sub-contract basis. Our long-established Test House boasts a full array of physical and mechanical testing resources, including room and sub-zero temperature assessment down to -196°C, Charpy impact test and sample preparation provisions, all the main hardness and micro-hardness testing methods, and specialist equipment for tensile and compression loading and determining other key mechanical properties. Accelerated salt spray techniques, humidity chambers, solvent/chemical resistance and other corrosion-related testing are also among our specialised facilities.
A spacious new optical suite houses advanced metallurgical microscopes complete with image capture software, a fully-equipped CNC machine shop, a highly-respected chemical analysis department and a dedicated team of NDT inspectors qualified to PCN Level 2/3, further extending Keighley Labs’ in-house technical resources, establishing us as one of the best-resourced independent metallurgical testing services in the country. Added to which is its undoubted expertise in the heat treatment of metals, including expert consultancy on thermal and quenching processes and the selection of suitable materials at the design stage. The fact that all of these interrelated metallurgical capabilities are available to customers on a single site only strengthens Keighley Labs’ credentials for metallurgical testing of critical components and advising on product quality issues.